ASTM E1558-09(2014)
金属組織学的試験片の電解研磨に関する標準ガイド
- 規格番号
- ASTM E1558-09(2014)
- 制定年
- 2009
- 出版団体
- American Society for Testing and Materials (ASTM)
- 状態
- に置き換えられる
- ASTM E1558-09(2021)
- 最新版
- ASTM E1558-09(2021)
- 範囲
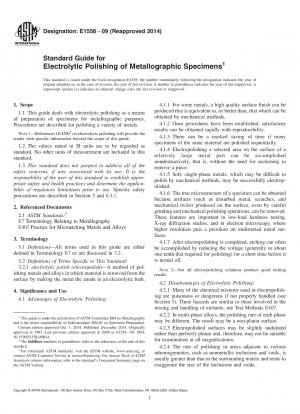
- 4.1&# 電解研磨のメリット:&# 4.1.1 一部の金属では、機械的方法で得られるものと同等、またはそれ以上の高品質の表面仕上げを行うことができます。 4.1.2 手順が確立されると、満足のいく結果が再現性をもって迅速に得られます。 4.1.3&# 同じ材料の多数の試験片を連続して研磨すると、時間を大幅に節約できます。 4.1.4 比較的大きな金属部品の表面の選択された領域の電解研磨は、非破壊的に、つまり部品を除去するための切断を必要とせずに行うことができます。 4.1.5 機械的方法では研磨が難しい、柔らかい単相金属でも電解研磨が可能です。 4.1.6 注意深い研削や機械研磨操作によっても表面に生じたアーティファクト(乱れた金属、傷、機械的双子など)を除去できるため、試験片の真の微細構造を得ることができます。 これらの機能は、低負荷硬度試験、X 線回折研究、および歪みのない金属表面をより高い解像度で重視する電子顕微鏡検査において重要です。 4.1.7 電解研磨が完了した後、電圧をオフにする前に短時間電圧を下げる(一般に研磨に必要な電圧の約10分の1に)ことでエッチングを完了できることがよくあります。 注 2:&# すべての電解研磨溶液で良好なエッチング結果が得られるわけではありません。 4.2&# 電解研磨のデメリット:&# 4.2.1 電解研磨で使用される化学混合物の多くは、適切に取り扱わないと有毒または危険です (セクション 5 を参照)。 これらの危険性は、エッチャントの混合および取り扱いに伴う危険性と同様です。 試験方法 E407 を参照してください。 4.2.2 多相合金では、各相の研磨速度が異なる場合があります。 その結果、表面が非平面になる場合があります。 4.2.3 電解研磨された表面は完全に平面ではなくわずかに波打っている場合があるため、あらゆる倍率での検査には適さない場合があります。 4.2.4 非金属介在物やボイドなどのさまざまな不均一性に隣接する領域の研磨速度は、通常、周囲のマトリックス内の研磨速度よりも大きく、介在物やボイドのサイズが誇張される傾向があります。 4……
ASTM E1558-09(2014) 規範的参照
ASTM E1558-09(2014) 発売履歴
- 2021 ASTM E1558-09(2021) 金属組織サンプルの電解研磨の標準ガイド
- 2009 ASTM E1558-09(2014) 金属組織学的試験片の電解研磨に関する標準ガイド
- 2009 ASTM E1558-09 金属組織学的試験片の電解研磨に関する標準ガイド
- 1999 ASTM E1558-99(2004) 金属組織学的試験片の電解研磨に関する標準ガイド
- 1999 ASTM E1558-99 金属組織学的試験片の電解研磨に関する標準ガイド